در مقیاسهای صنعتی، تفاوت میان یک خط تولید سودآور و یک کارگاه پرهزینه، اغلب در جزئیاتی نهفته است که در نگاه اول نادیده گرفته میشوند. در صنایعی که از مفتول شاخه به عنوان قطعه پایه استفاده میکنند (مانند تولیدکنندگان لوازم خانگی، تجهیزات پزشکی، قطعات خودرو و صنایع تزیینی)، دو ویژگی «کیفیت برش» و «صیقلی بودن سطح» پارامترهایی فراتر از زیبایی هستند. این دو فاکتور مستقیماً بر دو رکن اصلی تولید یعنی ایمنی نیروی انسانی و سرعت مونتاژ نهایی تاثیر میگذارند. در این مقاله به بررسی مهندسی این جزئیات و پیامدهای اقتصادی آنها در فرآیند تولید میپردازیم.
۱. کیفیت برش: لبههای ایمن و اتصال دقیق
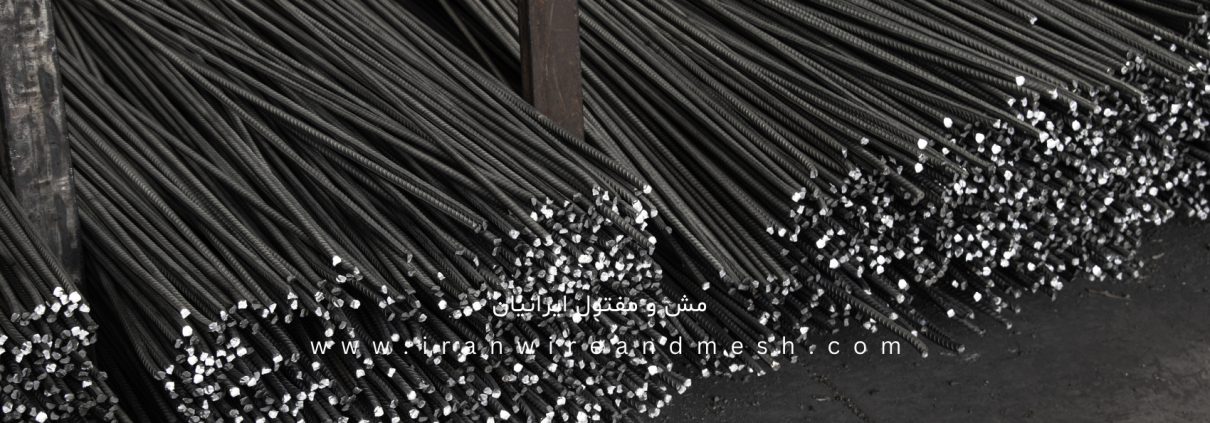
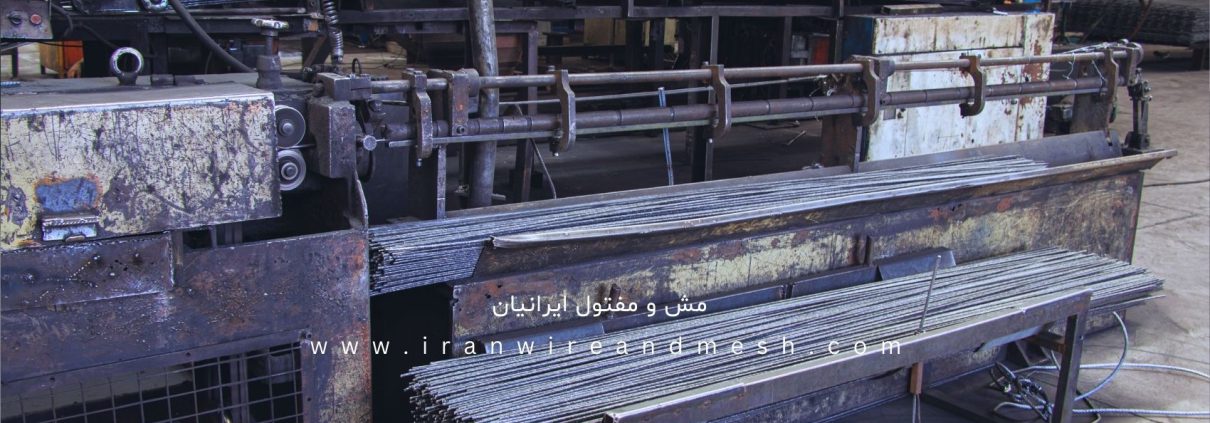
برش مفتول در دستگاههای تابگیر به دو روش کلی «برش ضربهای» و «برش دورانی» انجام میشود. در محصولات غیراستاندارد، تیغههای فرسوده یا تنظیمات ناصحیح باعث ایجاد عوارضی در دو سر مفتول شاخه میشود که فرآیند تولید را مختل میکند:
- حذف پلیسه (Burr) و ایمنی اپراتور: مفتولی که دارای لبههای تیز و برنده (پلیسه) باشد، مانند یک تیغ جراحی در خط مونتاژ عمل میکند. بریدگی دست کارگران نه تنها یک حادثه انسانی و مشمول خسارت است، بلکه باعث توقف روانی خط تولید و کاهش تمرکز پرسنل میشود. در تولیداتی مانند سبد ظروف یا اسباببازی، وجود حتی یک پلیسه کوچک پس از رنگآمیزی یا آبکاری، میتواند منجر به جراحت مصرفکننده نهایی و مرجوعی کل پارت بار شود.
- تسهیل در عملیات فیتینگ (Fitting): در بسیاری از موارد، مفتول شاخه باید داخل یک سوراخ، نازل یا قطعه مادگی قرار گیرد. اگر سر مفتول در اثر برش ناصحیح دفرمه یا پهن شده باشد (Mushroom head)، قطعه داخل حفره نرفته و اپراتور مجبور است با اعمال فشار یا سنگزنی دستی، آن را اصلاح کند. این “دوبارهکاری” سمی مهلک برای سرعت مونتاژ است.

۲. صیقلی بودن سطح: روانکننده طبیعی خط تولید
مفتول شاخه صیقلی (Bright Finish) نتیجه کشش اصولی با روغنهای استاندارد و قالبهای الماسه سالم است. سطح صیقلی مفتول در فرآیند مونتاژ نقشی شبیه به روانکننده ایفا میکند:
- کاهش اصطکاک در تغذیه اتوماتیک: در دستگاههای جوش نقطهای یا خمکاری CNC، مفتولها روی ریلها و هادیها (Guides) حرکت میکنند. مفتولهای کدر یا دارای زبری سطحی، اصطکاک بالایی ایجاد کرده و باعث لرزش (Chatter) در حین حرکت میشوند. این لرزش باعث میشود قطعه دقیقاً در مرکز فک جوش قرار نگیرد.
- تاثیر بر کیفیت جوش و مونتاژ الکتریکی: سطح صیقلی و تمیز به معنای مقاومت الکتریکی یکنواخت در تمام طول مفتول است. در مونتاژ قطعاتی که با جوش القایی یا مقاومتی متصل میشوند، هرگونه آلودگی سطحی یا اکسیداسیون روی مفتول صیقلی نشده، باعث ایجاد “جرقه” و “پاشش جوش” میشود که ظاهر قطعه را زشت و اتصال را سست میکند.
۳. سرعت مونتاژ: تفاوت ثانیهها در تیراژ میلیونی
تصور کنید در یک خط تولید قفسه یخچال، روزانه ۱۰,۰۰۰ نقطه جوش یا اتصال انجام میشود. اگر به دلیل کیفیت پایین برش یا زبری مفتول، هر قطعه تنها ۲ ثانیه زمان بیشتری از اپراتور بگیرد، در پایان روز بیش از ۵ ساعت زمان مفید تولید از دست رفته است.
- تغذیه سریعتر: مفتولهای صیقلی و خوشبرش به راحتی در خشابهای دستگاههای خودکار میلغزند و نرخ “گیر کردن” (Jamming) را به حداقل میرسانند.
- حذف مرحله تمیزکاری: استفاده از مفتول شاخه با سطح براق و صیقلی، نیاز به مرحله اسیدشویی یا چربیزدایی سنگین قبل از آبکاری یا رنگ را از بین میبرد. این یعنی یک مرحله کامل از چرخه تولید حذف و سرعت خروجی محصول نهایی افزایش مییابد.
۴. چسبندگی پوششهای نهایی و زیبایی بصری
بسیاری از مفتولهای شاخه در نهایت تحت پوششهای پودری (Electrostatic Powder Coating) یا آبکاریهای تزئینی قرار میگیرند.
- صیقلی بودن و براقیت: در آبکاری نیکل-کروم، لایه نشسته شده بسیار نازک است و تمام عیوب زیرین را نشان میدهد. اگر مفتول شاخه صیقلی نباشد، محصول نهایی کدر و “پوست پرتقالی” به نظر میرسد.
- برش تمیز و رنگ پذیری: در نقاطی که مفتول برش خورده است، اگر لبهها تمیز نباشند، رنگ پودری به درستی لبه را پوشش نمیدهد (Edge Pulling) و دقیقاً از همان نقطه، زنگزدگی در آینده آغاز میشود.
۵. استانداردهای تولید در صنعت مش و مفتول ایرانیان
ما در شرکت صنعت مش و مفتول ایرانیان به خوبی میدانیم که مفتول شاخه برای مشتری ما فقط یک قطعه فلزی نیست، بلکه بخشی از اعتبار محصول اوست. به همین دلیل:
- سیستم برش دقیق: از تیغههای تنگستن کارباید با لبههای فوق تیز استفاده میکنیم تا برشی کاملاً عمود و بدون دفرمگی ایجاد شود.
- کنترل صیقلی بودن: فرآیند کشش مفتول در این مجموعه تحت نظارت دقیق انجام میشود تا سطحی آینهای و بدون دوده (Soot-free) به دست آید که آماده مستقیم برای جوشکاری و آبکاری باشد.

جمعبندی
کیفیت برش و صیقلی بودن مفتول شاخه، دو اهرم قدرتمند در دست مدیران تولید برای کاهش هزینههای پنهان هستند. با انتخاب مفتول شاخهای که به دست نیروی انسانی آسیب نزند، به راحتی در دستگاهها بلغزد و جوشپذیری عالی داشته باشد، ایمنی محیط کار تضمین و سرعت مونتاژ به حداکثر میرسد. در بازارهای رقابتی امروز، همین جزئیات کوچک هستند که برنده را تعیین میکنند.
شرکت صنعت مش و مفتول ایرانیان، یکی از اولین کارخانههای تولید کننده مش پیش جوش فولادی، شبکه پیش جوش حصاری و انواع مفتول صنعتی در ایران است که از سال 1377 با برخورداری از مهندسین مجرب در عرصه طراحی ماشین آلات صنعتی فعالیت خود را آغاز و اقدام به ساخت اولین دستگاه تولید توری مش و شبکه های پیش جوش فولادی در کشور نمود و به عنوان یکی از بنیانگذاران، نقش پررنگی در شکوفا کردن این صنعت در کشور داشته است. این مجموعه با داشتن گواهینامههای تایید شده توسط اتحادیه اروپا (ISO 9001-2015 & CE) و بیش از 30 سال تجربه، محصولاتی با قیمتهای رقابتی و ضمانت کیفیت ارائه میدهد. توان تولید سالانه 20 هزار تن و صادرات به کشورهای مختلف، گواهی بر پشتیبانی بینظیر و اعتماد به محصولات واجد شرایط این شرکت است. برای هر پروژهای، از کوچکترین تا بزرگترین ابعاد، میتوانید به تخصص و تجربه صنعت مش و مفتول ایرانیان تکیه کنید.