در دنیای مهندسی مواد، دو مفتول که در ظاهر ممکن است کاملاً مشابه به نظر برسند، میتوانند در زیر میکروسکوپ و در مواجهه با تنشهای فیزیکی، رفتارهای کاملاً متفاوتی از خود نشان دهند. درک تفاوتهای ریزساختاری میان مفتول ساده کششی (Hard Drawn Wire) و مفتولهای حرارتی (Annealed/Thermal Wires) برای مهندسان صنایع، طراحان قطعات و پیمانکاران ساختمانی حیاتی است؛ زیرا انتخاب اشتباه بین این دو، میتواند منجر به شکست فاجعهبار در خط تولید یا سازه شود. در این مقاله، به شکافتن ساختار درونی این دو نوع مفتول و تاثیر فرآیندهای تولید بر عملکرد نهایی آنها میپردازیم.
۱. متالورژی مفتول ساده کششی: پدیده کارسختی
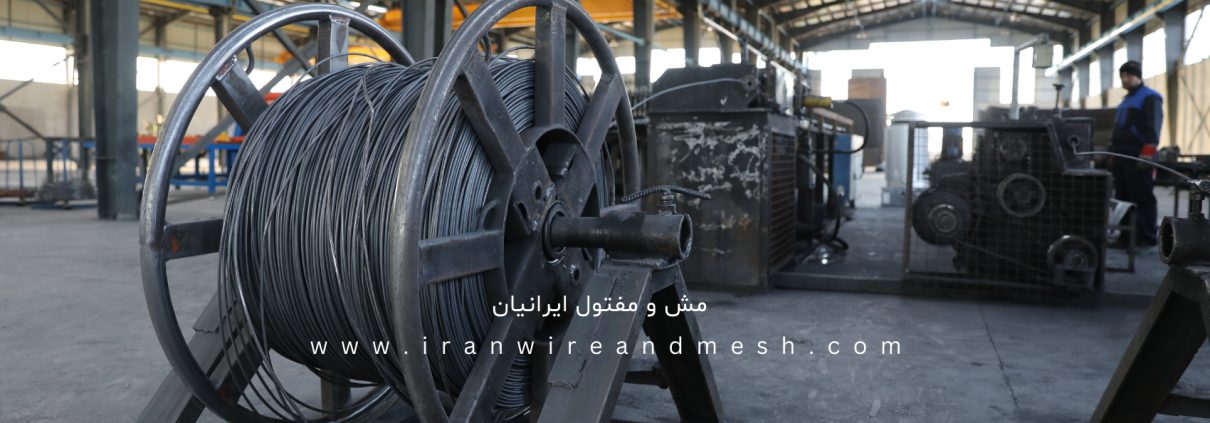
مفتول ساده کششی محصول مستقیم فرآیند «کشش سرد» است. در این فرآیند، مفتول خام (Wire Rod) از میان چندین قالب با قطرهای کاهشی عبور میکند. از نظر ریزساختاری، اتفاقاتی که در درون فولاد رخ میدهد شگفتانگیز است:
- تغییر شکل دانهها: دانههای کریستالی فولاد که در حالت اولیه تقریباً کروی و منظم هستند، در اثر فشار کشش به شدت کشیده شده و در جهت محور طولی مفتول همراستا میشوند. این تغییر شکل باعث ایجاد پدیدهای به نام Strain Hardening یا کارسختی میشود.
- تراکم نابجاییها: در سطح اتمی، نقصهای ساختاری که «نابجایی» نامیده میشوند، در هم گره میخورند. این گره خوردگی مانع از حرکت راحت اتمها روی هم میشود که نتیجه آن افزایش فوقالعاده استحکام تسلیم (Yield Strength) و سختی سطحی است.
- ویژگی فیزیکی: مفتول کششی دارای سطحی براق، صلبیت بالا و حالت فنری است. این مفتول به راحتی خم نمیشود و در صورت اعمال فشار بیش از حد، به جای تغییر شکل دائمی، ممکن است به ناگاه بشکند.

۲. تغییرات ساختاری در مفتولهای حرارتی
وقتی همان مفتول کششی را وارد کورههای آنیلینگ میکنیم، فرآیند کاملاً معکوسی در سطح ریزساختار آغاز میشود. حرارت دادن مفتول تا دمای بحرانی و سپس سرد کردن آهسته آن، انرژی لازم را به اتمها میدهد تا دوباره آرایش یابند. این فرآیند شامل سه مرحله ریزساختاری است:
- بازیابی (Recovery): تنشهای داخلی آزاد میشوند بدون اینکه شکل دانهها تغییر کند.
- تبرور مجدد (Recrystallization): هستههای جدید و کوچک از دانههای کروی شکل در میان دانههای کشیده شده قبلی ظاهر میشوند. این دانههای جدید عاری از تنش هستند.
- رشد دانهها (Grain Growth): دانههای جدید بزرگتر شده و جایگزین ساختار کشیده قبلی میشوند.
نتیجه میکروسکوپی: ساختار درونی مفتول دوباره متقارن و متعادل میشود. این موضوع باعث میشود که مفتول «نرم» شده و قابلیت تطویل (Elongation) آن به شدت افزایش یابد. مفتول حرارتی میتواند بدون شکستن، تحت پیچشهای شدید قرار بگیرد.
۳. مقایسه عملکردی در جداول فنی
برای درک بهتر تفاوت این دو، میتوان نگاهی به پارامترهای مکانیکی آنها داشت:
| پارامتر فنی | مفتول ساده کششی | مفتول حرارتی (آنیل شده) |
| میکروساختار | دانههای کشیده و تحت تنش | دانههای کروی و آزاد |
| مقاومت کششی | بسیار بالا (تا ۹۰۰ مگاپاسکال) | متوسط (حدود ۳۰۰ تا ۴۵۰ مگاپاسکال) |
| انعطافپذیری | کم (شکننده در خم تند) | بسیار بالا (شکلپذیر) |
| سختی سطحی | بالا (مقاوم در برابر خراش) | پایین (نرم و قابل نفوذ) |
| رفتار تحت بار | بازگشت فنری (Elastic) | تغییر شکل دائمی (Plastic) |
۴. کاربردهای استراتژیک بر اساس تفاوت ساختاری
انتخاب بین این دو مفتول کاملاً به نیاز مهندسی پروژه بستگی دارد:
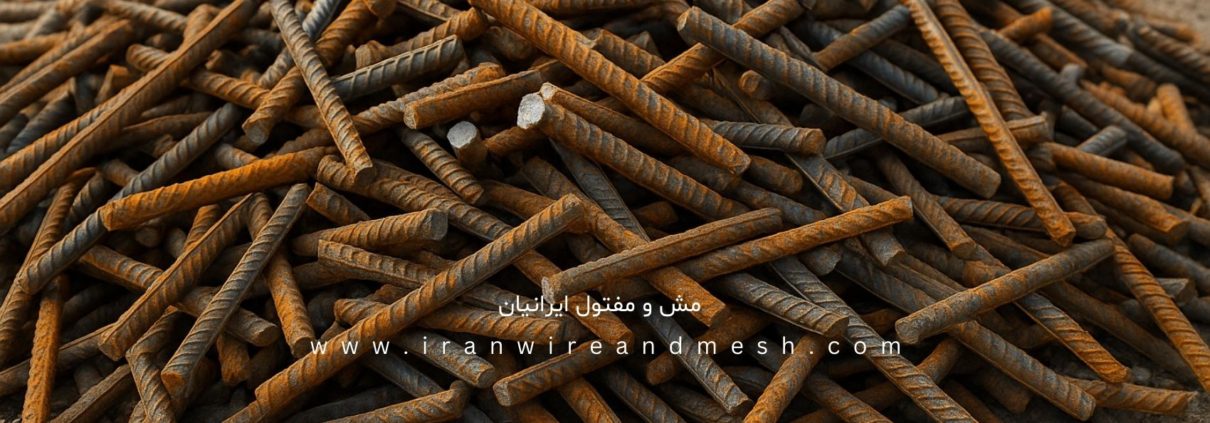
- کجا از مفتول کششی استفاده کنیم؟ در مواردی که نیاز به صلبیت و تحمل بار مستقیم است. مانند ساخت انواع مشهای صنعتی، پانلهای حصاری که نباید شکم بدهند، تولید میخ و پیچ، و ساختار قفسههایی که وزن زیادی را تحمل میکنند. در اینجا «سختی» ساختار یک مزیت است.
- کجا از مفتول حرارتی استفاده کنیم؟ در هر جایی که گرهزنی و خمکاری دستی یا اتوماتیک نیاز باشد. آرماتوربندی ساختمان، بستهبندیهای صنعتی (عدلبندی)، و تولید قطعات تزئینی فلزی که نیاز به فرمدهی پیچیده دارند. در این کاربردها، اگر ساختار میکروسکوپی مفتول به حالت حرارتی در نیامده باشد، مفتول در حین کار قطع خواهد شد.
۵. نقش ناخالصیها و کیفیت آلیاژ در هر دو ساختار
فرقی نمیکند مفتول کششی باشد یا حرارتی؛ اگر شمش اولیه (Billet) دارای ناخالصیهای گوگرد و فسفر بیش از حد باشد، در ریزساختار مفتول «نقاط تمرکز تنش» ایجاد میشود. در مفتول کششی، این ناخالصیها باعث شکستگی در حین عبور از قالب میشوند و در مفتول حرارتی، باعث میشوند که پخت به صورت یکنواخت انجام نشود و مفتول اصطلاحاً «دو فاز» (بخشهایی نرم و بخشهایی سخت) شود.
شرکت صنعت مش و مفتول ایرانیان با حساسیت بالا بر روی آنالیز شیمیایی متریال ورودی و استفاده از تکنولوژیهای پیشرفته در هر دو بخش کشش و آنیلینگ، تضمین میکند که ریزساختار محصولات دقیقاً مطابق با استانداردهای تعریف شده باشد.

جمعبندی
تفاوت مفتول ساده کششی با مفتول حرارتی، تفاوت میان «قدرت صلب» و «نرمی پایدار» است. مفتول کششی به واسطه ساختار دانههای کشیده، در برابر تغییر شکل مقاومت میکند، در حالی که مفتول حرارتی به دلیل بازسازی کریستالی، همراه و مطیعِ دستان هنرمند یا ماشینآلات فرمدهی است. شناخت این جزئیات میکروسکوپی، اولین قدم برای یک خرید مهندسی شده و بهینه است.
شرکت صنعت مش و مفتول ایرانیان، یکی از اولین کارخانههای تولید کننده مش پیش جوش فولادی، شبکه پیش جوش حصاری و انواع مفتول صنعتی در ایران است که از سال 1377 با برخورداری از مهندسین مجرب در عرصه طراحی ماشین آلات صنعتی فعالیت خود را آغاز و اقدام به ساخت اولین دستگاه تولید توری مش و شبکه های پیش جوش فولادی در کشور نمود و به عنوان یکی از بنیانگذاران، نقش پررنگی در شکوفا کردن این صنعت در کشور داشته است. این مجموعه با داشتن گواهینامههای تایید شده توسط اتحادیه اروپا (ISO 9001-2015 & CE) و بیش از 30 سال تجربه، محصولاتی با قیمتهای رقابتی و ضمانت کیفیت ارائه میدهد. توان تولید سالانه 20 هزار تن و صادرات به کشورهای مختلف، گواهی بر پشتیبانی بینظیر و اعتماد به محصولات واجد شرایط این شرکت است. برای هر پروژهای، از کوچکترین تا بزرگترین ابعاد، میتوانید به تخصص و تجربه صنعت مش و مفتول ایرانیان تکیه کنید.